项目名称:局部加热渐进滚压设备铸造件加工服务
项目联系方式:
项目联系人:张老师
项目联系电话:13992884538,zhangdawei2000@xjtu.edu.cn
采购单位联系方式:
采购单位: 金沙检测线路js69
联系人和联系方式:齐老师,88965750/82663920,nancy1983@xjtu.edu.cn
联系地址: 西安市长安区中国西部科技创新港高端装备研究院
一、采购项目的名称、数量、简要规格描述或项目基本概况介绍:
(一)技术要求
1. 铸造制作“局部加热渐进滚压设备底座”、“局部加热渐进滚压设备转台立柱A”、“局部加热渐进滚压设备转台立柱B”、“局部加热渐进滚压设备上横梁”、“局部加热渐进滚压X轴滑块A”、“局部加热渐进滚压设备X轴滑块B”、“局部加热渐进滚压设备Z轴滑块”共计7项铸件。
2. 材料选择
1)“局部加热渐进滚压设备底座”、“局部加热渐进滚压设备转台立柱A”、“局部加热渐进滚压设备转台立柱B”采用HT250(GB/T 9439-2010)且满足含铜量≥0.6%。
2)“局部加热渐进滚压设备上横梁”、“局部加热渐进滚压设备Z轴滑块”采用HT300(GB/T 9439-2010)且满足含铜量≥0.6%。
3)“局部加热渐进滚压X轴滑块A”、“局部加热渐进滚压设备X轴滑块B”采用QT450(GB /T 1348-2019)。
3. 铸造件详情
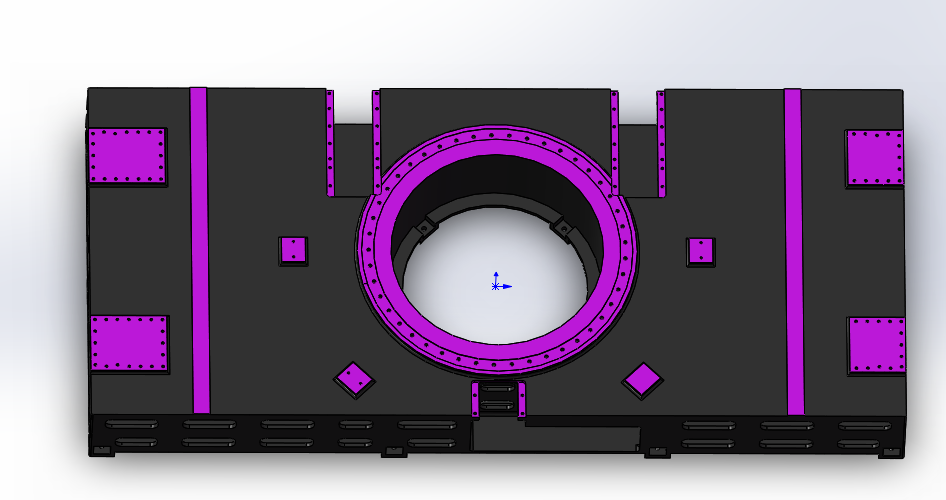
1)局部加热渐进滚压设备底座
(1) 铸件外形尺寸:4800*2150*580mm;
(2) 铸件材料:HT250;
(3) 铸件重量:约7.2t(含加工余量)。
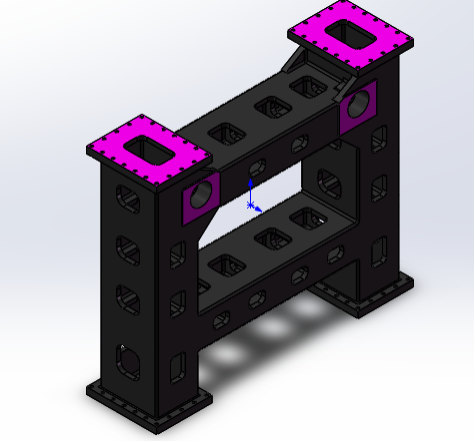
2)局部加热渐进滚压设备转台立柱A
(1) 铸件外形尺寸:1320*1574*430mm;
(2) 铸件材料:HT250;
(3) 铸件重量:约1.4t(含加工余量)。
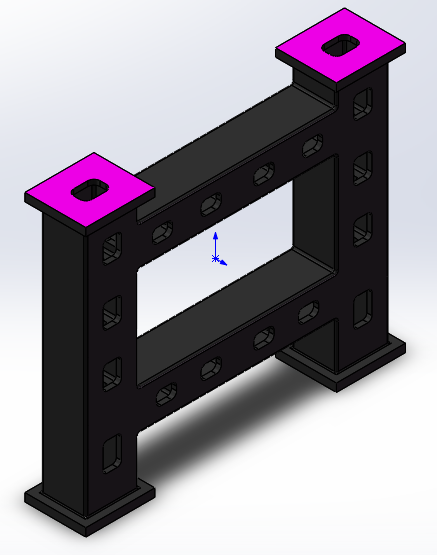
3)局部加热渐进滚压设备转台立柱B
(1) 铸件外形尺寸:1320*1574*300mm;
(2) 铸件材料:HT250;
(3) 铸件重量:约0.9t(含加工余量)。
4)局部加热渐进滚压设备上横梁
(1) 铸件外形尺寸:4780*1589*613mm;
(2) 铸件材料:HT300;
(3) 铸件重量:约5.9t(含加工余量)。

5)局部加热渐进滚压X轴滑块A
(1) 铸件外形尺寸:846.5*549*319.5mm;
(2) 铸件材料:HT300;
(3) 铸件重量:约0.4t(含加工余量)。
6)局部加热渐进滚压设备X轴滑块B
(1) 铸件外形尺寸:846.5*549*320.5mm;
(2) 铸件材料:HT300;
(3) 铸件重量:约0.4t(含加工余量)。
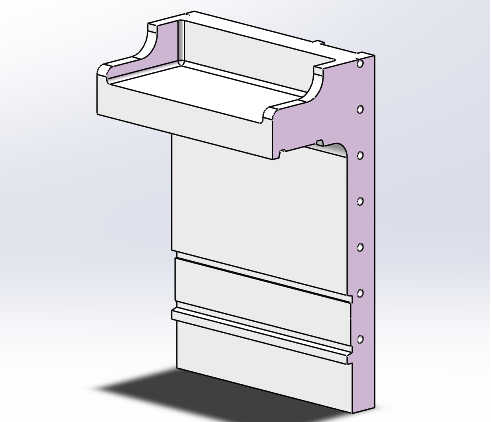
7)局部加热渐进滚压设备Z轴滑块
(1) 铸件外形尺寸:1770*426*342mm;
(2) 铸件材料:HT300;
(3) 铸件重量:约0.9t(含加工余量)。
4. 铸造依据
1)铸造采用一体铸造,不允许焊接。铸造后回火,回火后自然冷却10天,在精加工完成后通过震动机加工2天消除残余应力,并对铸件喷漆。生产所需模具由供方制作,生产所需材料由供方自备,铸件生产时应保证铸件的化学成分及性能要求。
2)依据需方提供的图纸,数模及技术要求。铸件生产所采用的主见图纸由供方根据需方提供零件图纸绘制,经需方人员确认会签后方可进行模具加工和铸件生产;
5. 铸件质量要求
1)供方应保证铸件满足使用要求,如果铸件加工后不能满足使用要求,乙方应无偿进行补制
2)铸件尺寸满足铸件图纸要求,外观表面要求喷砂处理,砂铸件粗糙度达到Ra6.3,加工面针孔级别达到ISO10049标准中的严重程度等级1级,指定部位经X射线探伤检测达到需方规定的HB6573的C级标准,其余按照GB9438-88标准的III铸件进行验收。
3)对于铸件表面质量要求如下:
(1) 铸件成型表面上不允许有冷隔、裂纹、孔洞、气孔和穿透性缺陷及残缺类缺 陷(如欠铸、机械损伤等),特别注意铸件的气密性要求;
(2) 铸件应清理干净,不得有毛刺、飞边,非加工表面上的浇冒口应清理与铸件表面齐平,表面应平整无粘砂;
(3) 对错型、凸台铸偏等应予以修正,达到圆滑过渡,保证外观质量;
(4) 铸件非加工表面的皱褶,深度小于2mm,间距应大于100mm;
(5) 铸件不允许存在有损于使用的缺陷。
4)铸件交付前,供方应由专职检验人员按制造依据及技术质量要求进行认真检查,合格后开具产品合格证。
5)铸件交付后.发现确有铸件质量问题,供方通知需方及时派代表到现场处理,达不到要求时,供方应无偿及时进行处理或补制,并承担相应责任。
6. 铸件验收及质量保证
1)铸件制造后满足图纸及技术要求,质量标准符合国标规定,铸件若要加工,按产品技术要求及相应技术质量协议制造。
2)砂铸件未注尺寸公差等级满足GB/T6414-1999CT10级,精铸件未注尺寸公差等级满足GB/T6414-1999CT7级,且额外满足铸件毛坯面平行度≤2mm,长度范围±2mm,宽度范围±1.5mm,整体重量范围不超过理论重量±2%。
3)铸件交付时,供方向需方提交铸件的同时,应提交铸件的材质报告和力学性能检测报告,以及同炉浇注、同炉热处理的3根抗拉试棒和1块硬度试块(形状符合GB/T1173-1995砂型标准样式),用于需方复检。另外,供方还要提交热处理数据记录曲线及报告。
4)在铸件铸造加工过程中,需方随时进行抽检、核验。
(二)商务要求
1. 供货周期:合同签订后60个工作日。
2. 质量要求:符合国家标准及买方要求,质保1年。
3. 付款方式:货到验收合格后付全款。
4. 收货地点:采购方指定地点。
5. 验收形式:模具制造完成后需方在供应商处现场验收,浇筑完成后需方在供应商处现场验收,验收完成后发货,需方收货后在收货地点进行最终验收。
6. 包装、运输由供方负责,费用由供方承担,运输中货物质量由供方负责。
二、对供应商资格要求:
(一)供应商的资格要求
1. 具有独立法人资格及相关证照,具有良好信誉及合同履行能力,具有良好资金、财务状况。
2. 供应商能够自行完整应提供本采购需求项下所有服务,除采购文件明确的或经采购人书面同意以外,不得将本项目项下全部或部分服务分包或转包。
3. 供应商不得被列入失信被执行人、重大税收违法案件当事人名单、政府采购严重违法失信行为名单记录,且在西安交大采购办供应商库中无不良记录。
(二)供应商报名方式
符合本公告要求的供应商,发送邮件至nancy1983@xjtu.edu.cn报名。报名时间:2024年9月30日至2024年10月6日。报名信息须包含:供应厂商名称、法定代表人信息、委托代理人信息、联系方式(邮箱、电话)等。
三、采购文件的发布时间及地点等
预算金额:20万元
磋商时间:2024年10月8日14:30
获取磋商文件时间: 2024年9月30日至2024年10月6日
获取磋商文件方式:报名的供应商将通过邮件获取磋商文件
响应文件递交时间: 2024年10月8日14:30
响应文件递交地址: 西安市碑林区咸宁西路28号金沙检测线路js69金沙检测线路js69西二楼第三会议室
响应文件开启时间: 2024年10月8日14:30
响应文件开启地点: 西安市碑林区咸宁西路28号金沙检测线路js69金沙检测线路js69西二楼第三会议室
